
American manufacturing has a long, proud history. In recent years, more companies are coming to understand the benefits of working with an American manufacturer, and they’ve turned away from offshore operations to take advantage of domestic high-quality products. By purchasing American-made and manufactured parts like rubber washers, gaskets, silicone tubing, and more, you reduce your shipping costs, speed up turnaround times, receive better quality, and support local communities all at the same time.
These are a few of the many benefits of doing business with an American manufacturer.
Quicker Turnaround Times
Offshore products must travel farther distances to reach their destination, lengthening lead times to months. Overseas shipments are also subject to global supply chain issues and other unexpected delays. When you order parts from an American manufacturer, your products don’t have to travel as far, taking only days or weeks to arrive. This is crucial in the modern e-commerce market, where consumers increasingly expect online orders to arrive quickly.
Higher Quality Products
Natural rubber manufacturers based in the United States are subject to American laws and manufacturing regulations. This includes higher safety standards for workers and environmental regulations to help companies reduce their carbon footprint. Furthermore, domestic manufacturing allows companies to oversee production directly and ensure stringent quality control measures. To achieve these high standards of excellence, U.S. manufacturers invest in high-quality equipment and extensive training for their employees.
Reduced Delivery Cost
Because your products don’t have to travel as far, the cost of delivery is much lower. Unlike overseas shipping, domestic shipping offers more options, so you can shop around to secure the lowest delivery cost while avoiding the customs fees and international taxes associated with purchasing from an offshore manufacturer. With no language barrier or cultural differences to navigate, you also reduce the risk of miscommunication and shipping or production errors.
More American Jobs
The ripple effect of buying American-made products is profound. You would be supporting the companies that provide jobs for people in this country. Local manufacturers often source materials locally as well, which creates a strong network of businesses that support American workers and their families across industries. As these communities develop more spending power, they also buy from other local businesses, supporting job creation in retail, transportation, distribution, technology, and more. As a result, American manufacturing stimulates local and national economic growth.
U.S. Manufacturers Pay U.S. Taxes
Offshore manufacturers often avoid paying certain U.S. taxes, which was part of the appeal of offshoring operations. But with overseas shipping costs skyrocketing, this is becoming less of a draw for manufacturers. Reshoring production is proving more fruitful, since paying U.S. taxes serves their community and country in a variety of ways, including improved infrastructure, education, and social programs.
Consumers Trust the “Made in U.S.A.” Stamp
U.S. consumers tend to trust products that are made in their home country, and a “Made in U.S.A.” stamp can be the selling point that encourages them to choose that product over another. The popular perception that American-made products are of a higher quality than foreign-made goods is accurate. As Americans become more aware of the social and environmental impact of their choices, they increasingly prefer to buy products from companies that prioritize safety and respect for their workers, reduce their carbon footprint, and give back to local communities.
The Advantage of Working with Thomas A. Caserta, Inc.
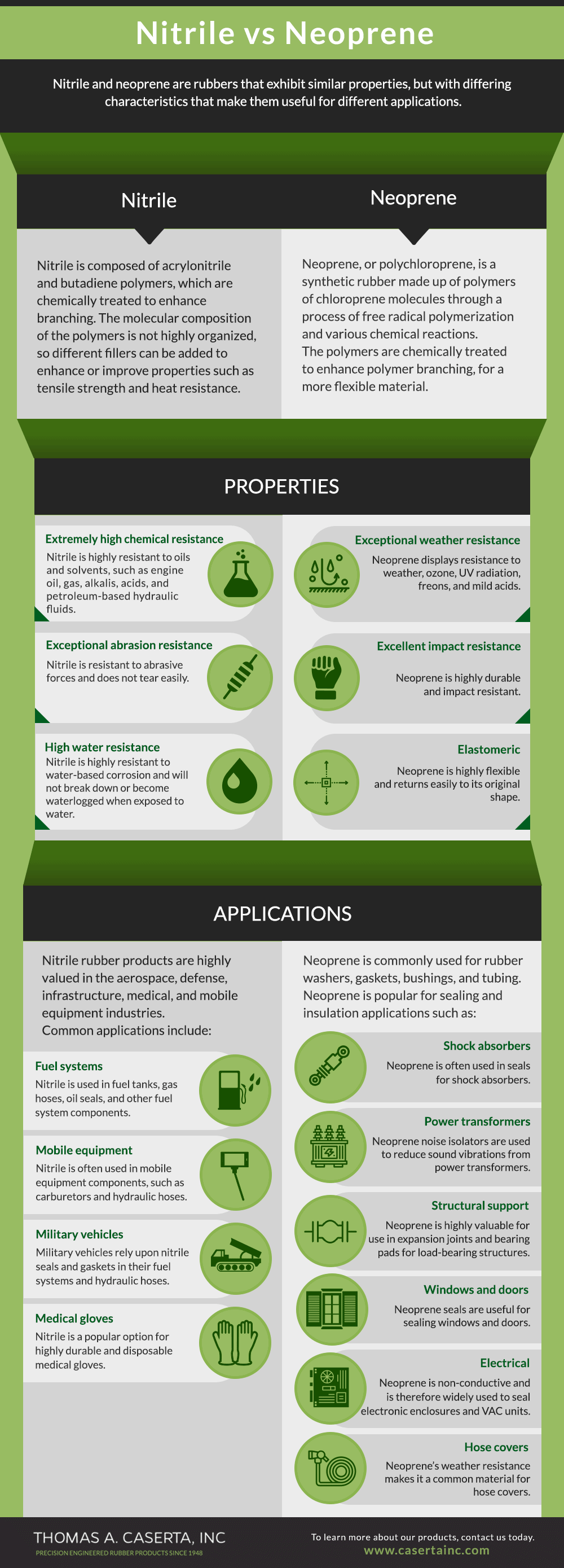
For over 50 years, Thomas A. Caserta, Inc. has been a trusted custom rubber manufacturer. We create high-quality rubber washers, bushings, gaskets, tubing, and cords for diverse and demanding industries all over the world. We work with a variety of materials, including EPDM, nitrile, SBR, silicone, neoprene, and more.
Headquartered in Robbinsville, N.J., we’re proud to produce all our parts in the United States. We offer competitive prices and outstanding customer service to ensure your complete satisfaction. Contact us to see how we can serve you or to learn more about the benefits of working with an American rubber parts manufacturer.




{kind=link}