If you drive regularly, chances are you’ve seen some of those small black tubes that often sit across a given roadway, whether on a construction site or in another area. Many of us have a similar question here: What exactly are those tubes, and what do they do?
At Thomas A Caserta, Inc., we’re your one-stop shop when it comes to numerous rubber products, including rubber tubing and cord. What exactly is that road tubing you’ll see, and what are some of its primary purposes? Here are several themes to consider.
What Road Tubing Is
First and foremost, what are we even talking about? Technically, the industry term for these small tubes found on the road that can be driven over is “pneumatic road tubes.”
Essentially, these tubes serve as sensors on the road. They send small bursts of air pressure along the tubing whenever a vehicle passes over them, which is then received and analyzed by a computer. This data can then be used to help determine traffic flow patterns, average speeds, and more.
This type of road tubing has become increasingly popular in recent years as a relatively low-cost way to collect data on traffic patterns. It will often be found in construction zones, as a way to help officials determine if the work being done is having an impact on traffic patterns (and, if so, what that impact is).
Primary Road Tubing Purposes
Here’s a rundown of the most common ways these road tubing products are used:
- Traffic patterns: As we just touched on, one of the primary uses of road tubing is to help officials determine traffic patterns. This data can be used to make decisions on everything from traffic light timing to construction schedules.
- Speeding: Road tubing can also be used to help enforce speed limits. Data collected by the tubes can be used to pinpoint areas where speeding is a problem, which can then be targeted by law enforcement.
- Traffic counts: Road tubing can also be used to simply count the number of vehicles that pass over a given stretch of road. This data can be useful for planning purposes (for example, if a city is considering adding a new traffic light or stop sign).
- Vehicle types or class: If two or more tubes are set up in close proximity to one another, they can be used for even more advanced data collection, such as determining the types or classes of vehicles that are using a given road. This data can be used for everything from marketing research to traffic planning.
As you can see, there are a variety of ways road tubing products can be used. If you’re in need of high-quality rubber tubing or cord, look no further than our team at Thomas A Caserta, Inc. Contact us today for more information on these or related materials!












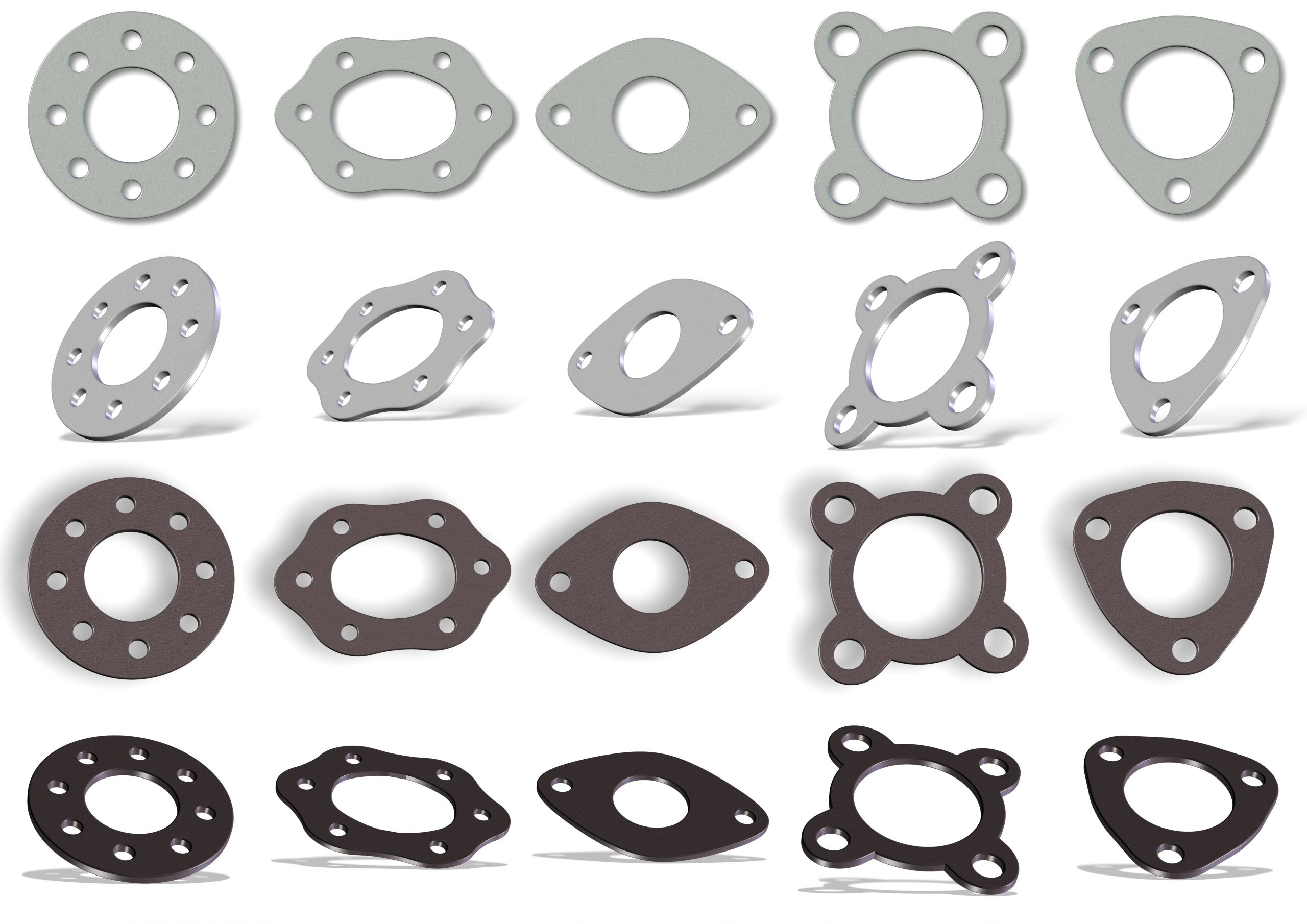
 Automotive rubber products play an important role in many applications in the automotive industry. Their primary uses in mechanical equipment include filling gaps between components, minimizing damage from vibration, preventing the leakage of liquids or gases, or hindering contamination from moisture or dirt.
Automotive rubber products play an important role in many applications in the automotive industry. Their primary uses in mechanical equipment include filling gaps between components, minimizing damage from vibration, preventing the leakage of liquids or gases, or hindering contamination from moisture or dirt.